
 عربى
عربى
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى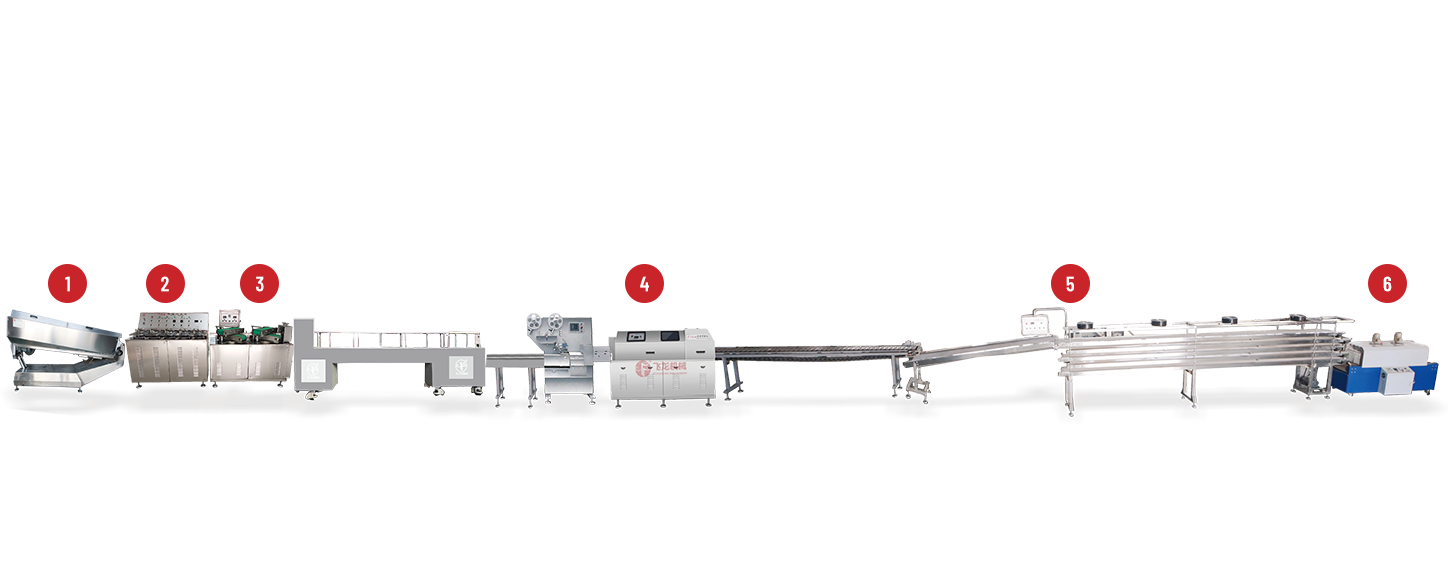
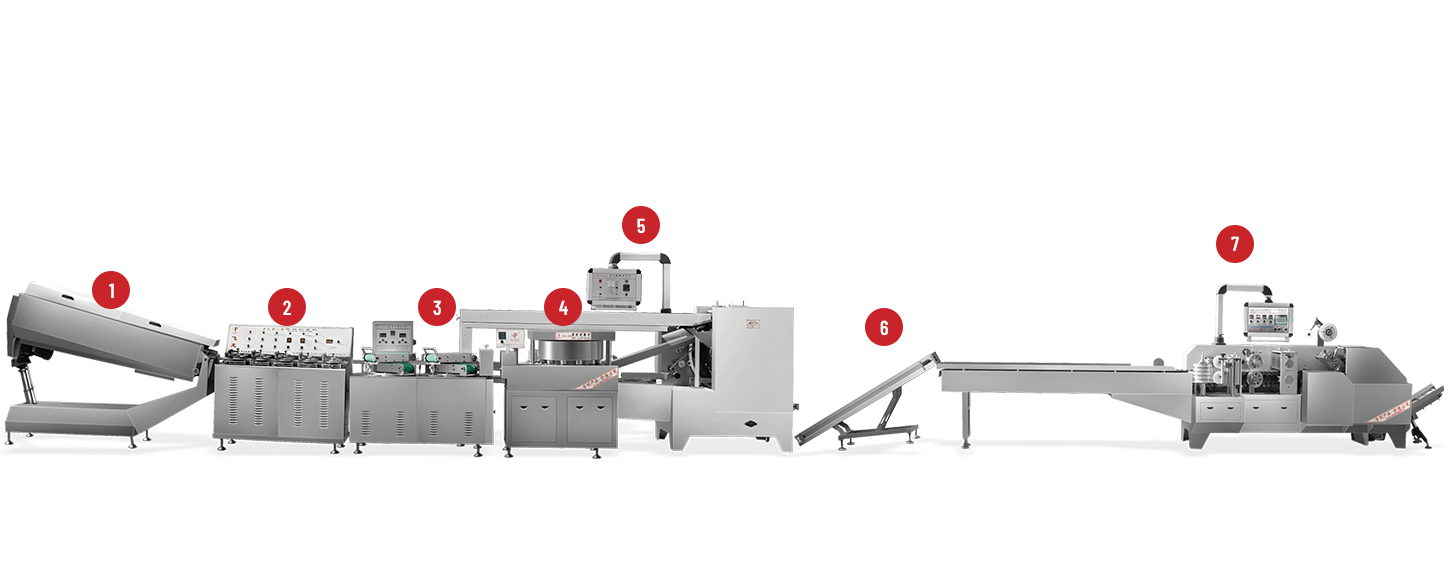
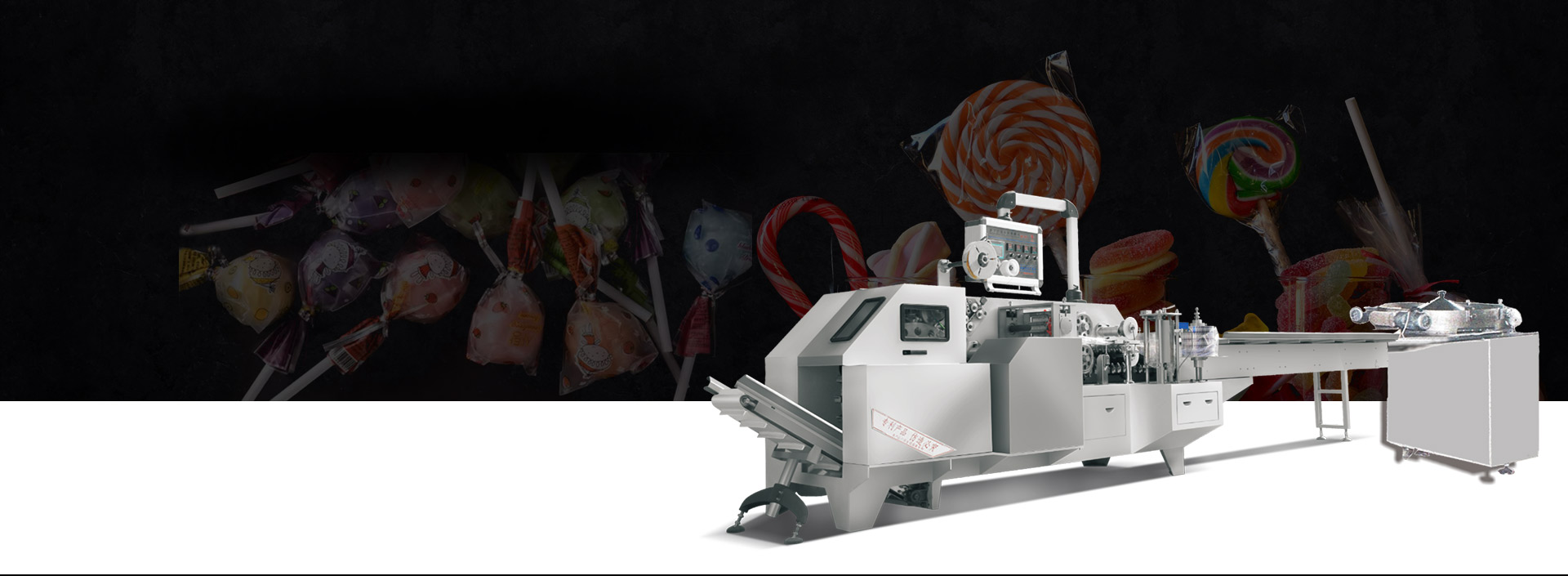




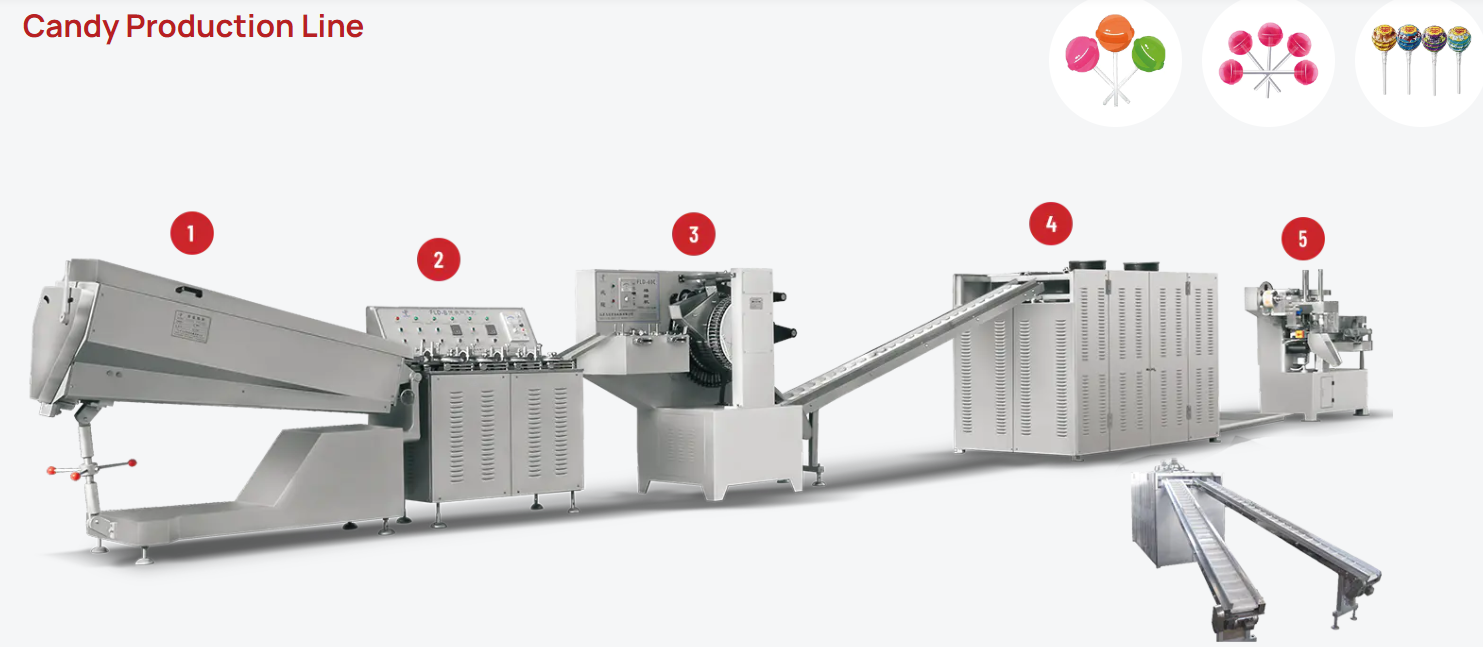
أ خط إنتاج المصاصة الصينية عادة ما يبدو أنه يتم التحكم فيه من مسافة بعيدة. الآلات تعمل بالتسلسل. تتحرك المادة خطوة بخطوة. المنتجات النهائية تخرج بشكل مستمر، تقريبا في إيقاع ثابت.
داخل ورشة العمل، الصورة أقل سلاسة بعض الشيء. تظهر اختلافات صغيرة خلال فترات طويلة. بعضها سهل التصحيح. البعض يكرر بهدوء دون إيقاف الخط. بمرور الوقت، تحدد هذه المشكلات الصغيرة مدى استقرار النظام بأكمله.
ما يلي هو نظرة فاحصة على المشكلات التي تظهر غالبًا في بيئات الإنتاج الحقيقية، وليس كحالات فشل معزولة، ولكن كأنماط تتراكم أثناء التشغيل اليومي.
لماذا يتغير سلوك خليط السكر أثناء المعالجة؟
في العديد من خطوط المصاصة، يبدأ الاختلاف الأقدم بالخليط نفسه. على الورق، تبقى الوصفة كما هي. ومن الناحية العملية، يتغير السلوك قليلاً من دفعة إلى أخرى.
غالبًا ما يلاحظ المشغلون ما يلي:
- يتكاثف الخليط بسرعة متفاوتة
- يبدو الملمس مختلفًا قليلاً أثناء التعامل
- يتغير التدفق بعد دورات التسخين المتكررة
- التبريد لا يتصرف بنفس الطريقة في كل مرة
هذه الاختلافات ليست دائما مثيرة. الخط لا يزال يعمل. لكن "إحساس" المادة يتغير، وهذا يؤثر في كل خطوة لاحقة.
أ small change in mixture behavior tends to echo through forming, shaping, and final appearance.
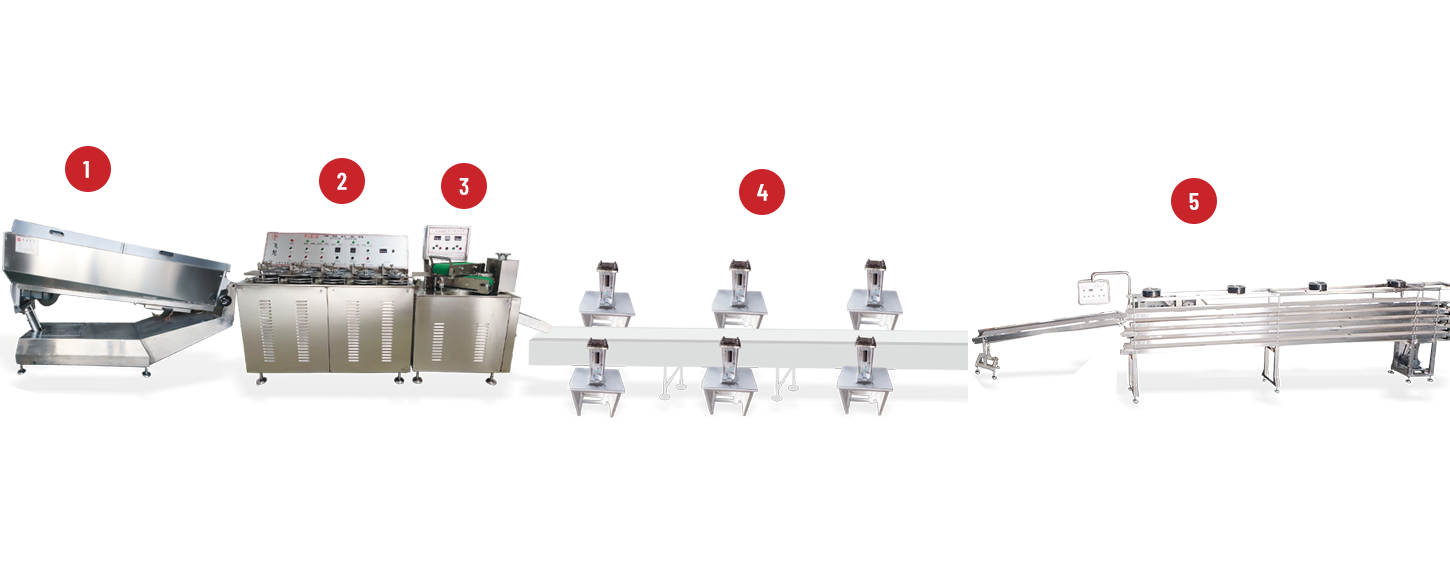
ما الذي يسبب اختلاف الشكل في تشكيل المصاصة؟
التشكيل هو المكان الذي تصبح فيه الاختلافات المبكرة مرئية. عندما تكون الظروف مستقرة، تبدو المنتجات موحدة. عندما تظهر التحولات الصغيرة، يبدأ الاختلاف في الظهور.
في الإنتاج الحقيقي، غالبًا ما يظهر عدم تناسق الشكل على النحو التالي:
- بعض القطع مستديرة قليلاً من غيرها
- تبدو الحواف غير متساوية عند وضعها جنبًا إلى جنب
- لا يتم ملء القوالب بنفس الطريقة تمامًا في كل دورة
- تصبح الاختلافات أكثر وضوحًا خلال فترات التشغيل الطويلة المستمرة
الجزء المثير للاهتمام هو أن هذه المشكلات نادرًا ما تأتي من سبب واحد. وعادة ما يكون مزيجًا من توقيت التدفق وحالة العفن والتغيرات الصغيرة في سلوك درجة الحرارة أو الضغط.
بمجرد أن يبدأ الاختلاف، فإنه يميل إلى التكرار في نمط بدلاً من المظهر العشوائي.
لماذا يصبح إطلاق العفن في بعض الأحيان غير مستقر؟
قد يبدو تحرير القالب أمرًا بسيطًا، ولكنه في الواقع أحد الأجزاء الأكثر حساسية في الخط.
عندما يعمل كل شيء بسلاسة، يتم فصل المنتجات بشكل نظيف. عندما تنحرف الظروف، يصبح الإطلاق أقل قابلية للتنبؤ به.
تشمل المواقف الشائعة ما يلي:
- المنتجات تلتصق قليلاً داخل القوالب
- توقيت إطلاق غير متساو بين التجاويف
- علامات السطح بعد الإزالة
- تراكم البقايا على مدى دورات متكررة
وهذا لا يبدأ دائمًا فجأة. وغالبًا ما يبدأ الأمر بمقاومة صغيرة يلاحظها المشغلون أثناء المناولة. مع مرور الوقت، يصبح أكثر تواترا.
حتى طبقة رقيقة من البقايا يمكن أن تغير كيفية تفاعل السطح مع القالب.
كيف تؤثر التغيرات في درجات الحرارة بهدوء على إيقاع الإنتاج؟
درجة الحرارة في خط الإنتاج لا تكون ثابتة تمامًا. حتى عندما يتم التحكم في الأنظمة، لا تزال هناك تقلبات صغيرة تحدث عبر الزمن.
يمكن أن تؤثر هذه التحولات على عدة مراحل في وقت واحد:
- يصبح تدفق الخليط أسرع أو أبطأ قليلاً
- تبدو سرعة التشكيل أقل توازناً
- يتغير تشطيب السطح بمهارة بين الدفعات
- سلوك التبريد لا يظل ثابتًا تمامًا
ويتمثل التحدي في أن تغير درجات الحرارة نادرا ما يظهر بمفرده. فهو يتفاعل مع السلوك المادي والتوقيت، مما يجعل من الصعب عزل التأثير.
غالبًا ما يصف المشغلون هذا على أنه تغيير في "الإيقاع" وليس خطأ فنيًا واضحًا.
ما الذي يؤدي إلى الحشو غير المتساوي عبر القوالب؟
يعد الحشو غير المتساوي أحد تلك المشكلات التي يمكن أن تظل مخفية حتى تتم مقارنة المنتجات عن كثب.
في التشغيل اليومي، قد يظهر على النحو التالي:
- اختلافات طفيفة في الحجم أو الوزن بين التجاويف
- بعض القوالب تتلقى مواد أكثر من غيرها
- زيادة التباين أثناء التشغيل بسرعة أعلى
- ملء التوازن المتغير على مدى فترات الإنتاج الطويلة
السبب عادة ما يكون غير واضح. يمكن أن يأتي ذلك من توزيع التدفق، أو عدم توازن التوقيت، أو تغييرات صغيرة في المقاومة داخل النظام.
بمجرد بدء التعبئة غير المتساوية، غالبًا ما تستمر بنفس النمط حتى يتم ضبط الظروف.
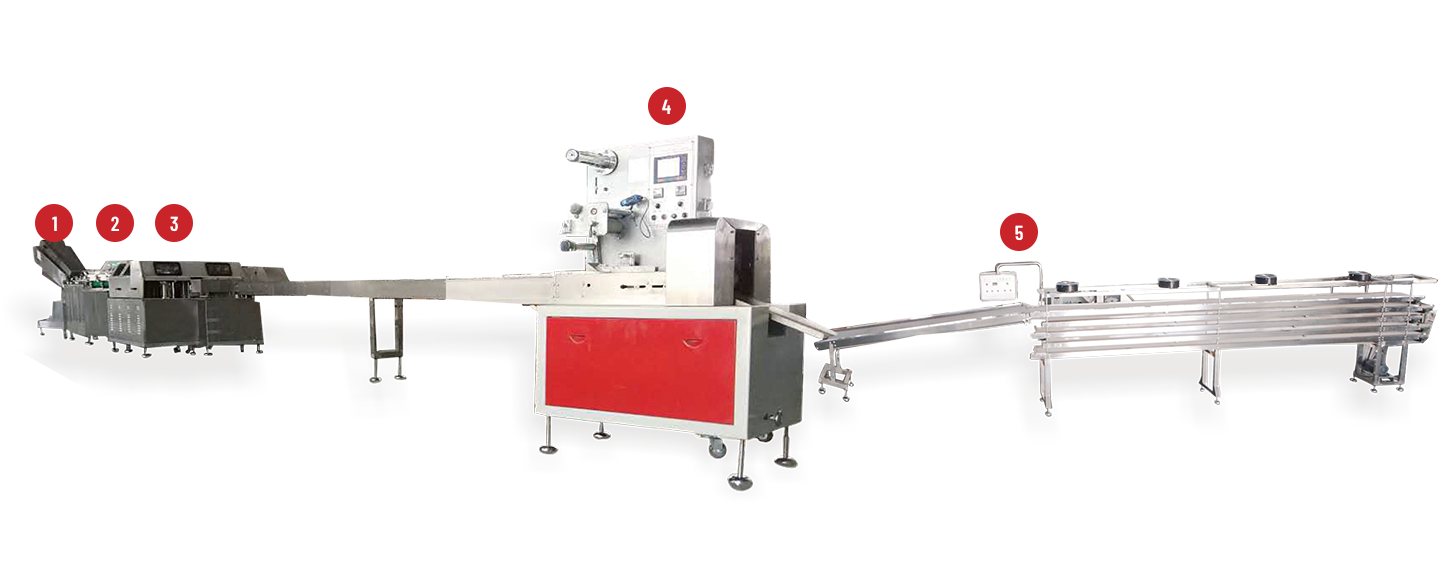
لماذا تخلق سرعة الإنتاج مشكلات تتعلق بالاستقرار؟
تغيرات السرعة شائعة في المصانع الحقيقية. تتغير الطلبات، وتضبط الجداول الزمنية، ويتم ضبط الخطوط على مدار اليوم.
ولكن عندما تتغير السرعة، يمكن أن يتغير الاستقرار أيضًا.
أt higher speeds:
- يصبح التوقيت أكثر حساسية
- التحكم في التدفق لديه هامش تعديل أقل
- تصبح التأخيرات الصغيرة أكثر وضوحًا
أt lower speeds:
- قد تستقر المواد بشكل مختلف
- قد يتغير توازن درجة الحرارة
- يصبح الإيقاع أقل استمرارية
فالمسألة ليست في السرعة بحد ذاتها، بل في التكيف بين مستويات التشغيل المختلفة. غالبًا ما تتصرف الخطوط التي تظل على وتيرة واحدة ثابتة بشكل أكثر توقعًا من تلك التي تتغير سرعتها بشكل متكرر.
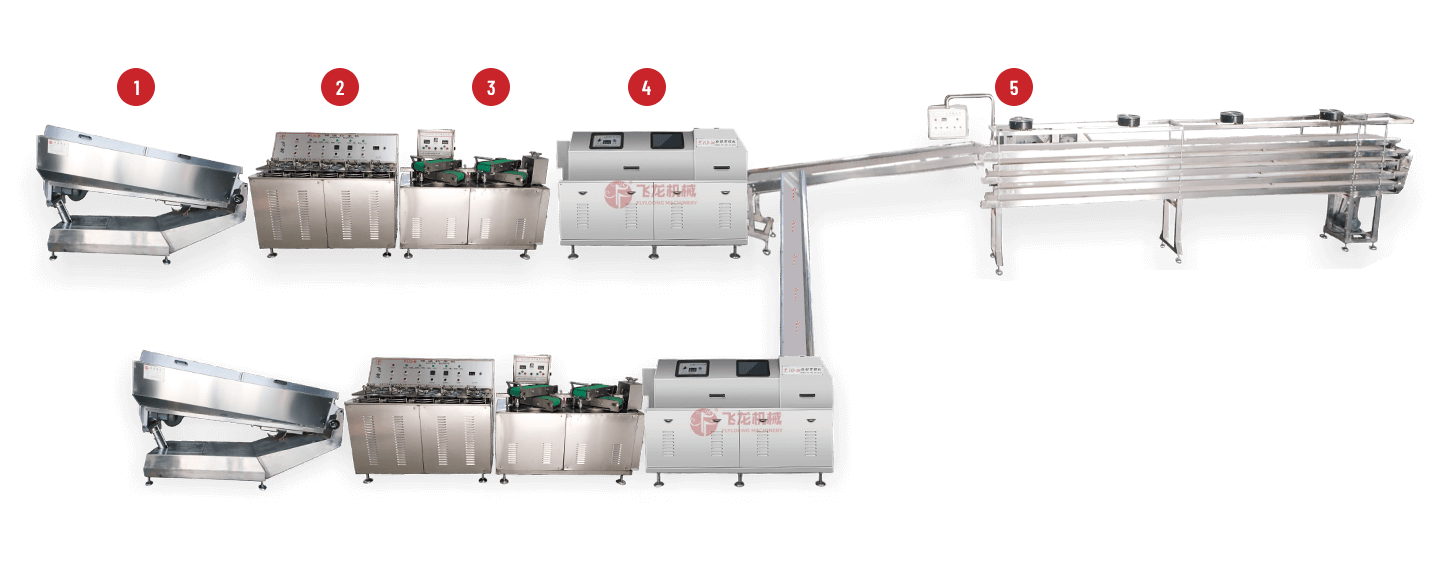
كيف يؤثر التنسيق بين الآلات على الاتساق؟
أ lollipop line is not a single system. It is a chain of connected steps, and each step depends on the one before it.
عندما يكون التنسيق سلسًا:
- تتدفق المواد دون انتظار
- التوقيت بين المراحل يبدو طبيعيا
- يبقى الإخراج ثابتًا مع مرور الوقت
عندما يتحول التنسيق:
- تنتج مرحلة واحدة بشكل أسرع من قدرة المرحلة التالية على التعامل معها
- يظهر تراكم مؤقت أو تأخير
- تنتشر الاختلالات الصغيرة عبر الخط
هذه المشاكل غالبا لا تظهر على الفور. تظهر تدريجياً مع تراكم فروق التوقيت.
عادةً ما يكتشفها المشغلون من خلال إيقاع سير العمل بدلاً من القياس المباشر.
ما هو الدور الذي يلعبه الاختلاف المادي في قضايا الإنتاج؟
وحتى عندما تظل العمليات كما هي، فإن سلوك المواد قد يتغير قليلاً. هذا هو أحد مصادر الاختلاف الخفية الشائعة.
ومن الناحية العملية، قد تشمل الاختلافات المتعلقة بالمواد ما يلي:
- التغيرات في نعومة التدفق
- اختلافات طفيفة في الملمس بعد التسخين
- الاختلاف في استجابة التبريد
- مظهر سطحي غير متناسق
هذه التغييرات طفيفة، لكنها تؤثر على مراحل متعددة في وقت واحد.
ونظرًا لتفاعل المادة مع درجة الحرارة والتوقيت وحالة المعدات، غالبًا ما يكون من الصعب فصلها عن العوامل الأخرى.
كيف تتطور التحولات الميكانيكية الصغيرة مع مرور الوقت؟
الأنظمة الميكانيكية في التشغيل المستمر لا تبقى ثابتة تمامًا. تظهر التحولات الصغيرة ببطء مع الاستخدام.
أt first, nothing feels different. Output looks stable. The line runs normally.
لاحقًا، تبدأ العلامات الدقيقة في الظهور:
- تصبح الحركة أقل سلاسة قليلاً
- المحاذاة ليست متسقة كما كانت من قبل
- هناك حاجة إلى تعديلات صغيرة في كثير من الأحيان
- يظهر الاختلاف عبر المدى الطويل
وهذه التغيرات تدريجية وليست مفاجئة. غالبًا ما تمتزج مع تباين الإنتاج الطبيعي حتى يظهر نمط أكثر وضوحًا.
وهذا التطور البطيء هو السبب وراء أهمية المراقبة على المدى الطويل أكثر من التفتيش على المدى القصير.
ما الذي يشاهده المشغلون عادةً أثناء الإنتاج اليومي؟
في إعدادات المصنع الحقيقية، غالبًا ما تعتمد المراقبة على الخبرة بدلاً من القياس المعقد. يعتمد المشغلون على المراقبة المتكررة أثناء العمل العادي.
عادة ما يهتمون بما يلي:
- سواء كان التدفق سلسًا أو غير متساوٍ قليلاً
- ما إذا كان شكل المنتج يظل ثابتًا
- مدى سهولة إطلاق القوالب للمنتجات
- ما إذا كان الخط يحافظ على إيقاع ثابت
- ما إذا كانت التعديلات مطلوبة أكثر من المعتاد
أ simple view of these points can be summarized like this:
| أrea | ما يلاحظ | ما يقترح في كثير من الأحيان |
|---|---|---|
| سلوك التدفق | إخراج سلس أو غير منتظم | تحول المواد أو الضغط |
| الافراج عن العفن | فصل نظيف أو مقاوم | تغيير السطح أو البقايا |
| تناسق الشكل | منتجات موحدة أو متنوعة | توقيت أو ملء الخلل |
| استجابة درجة الحرارة | سلوك مستقر أو الانجراف | تقلب السيطرة |
| إيقاع الخط | تدفق ثابت أو متقطع | مسألة التنسيق |
تعتبر هذه الملاحظات جزءًا من العمل اليومي، وليست مهام تفتيش منفصلة.
كيف تؤثر المشاكل الصغيرة على إجمالي إنتاج الإنتاج؟
لا تظهر معظم المشكلات في خطوط إنتاج المصاصة على أنها فشل كبير. يبدأون صغيرين ويكررون بهدوء.
أ slight change in flow. A small difference in shape. A minor delay in timing.
بشكل فردي، قد لا تبدو هذه مهمة. ولكن مع مرور الوقت، فإنها تؤثر على:
- الاتساق بين المنتجات
- نعومة تدفق الإنتاج
- مقدار التعديل اللازم أثناء التشغيل
- استقرار فترات الإنتاج الطويلة
التأثير تراكمي. تعمل الاختلافات الصغيرة على إعادة تشكيل سلوك الخط بأكمله ببطء أثناء الإنتاج المستمر.
في العملية الحقيقية، لا يتم تحديد الاستقرار من خلال غياب المشاكل، ولكن من خلال كيفية إدارة الاختلافات الصغيرة عند ظهورها.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 الصفحة الرئيسية
الصفحة الرئيسية