
 عربى
عربى
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى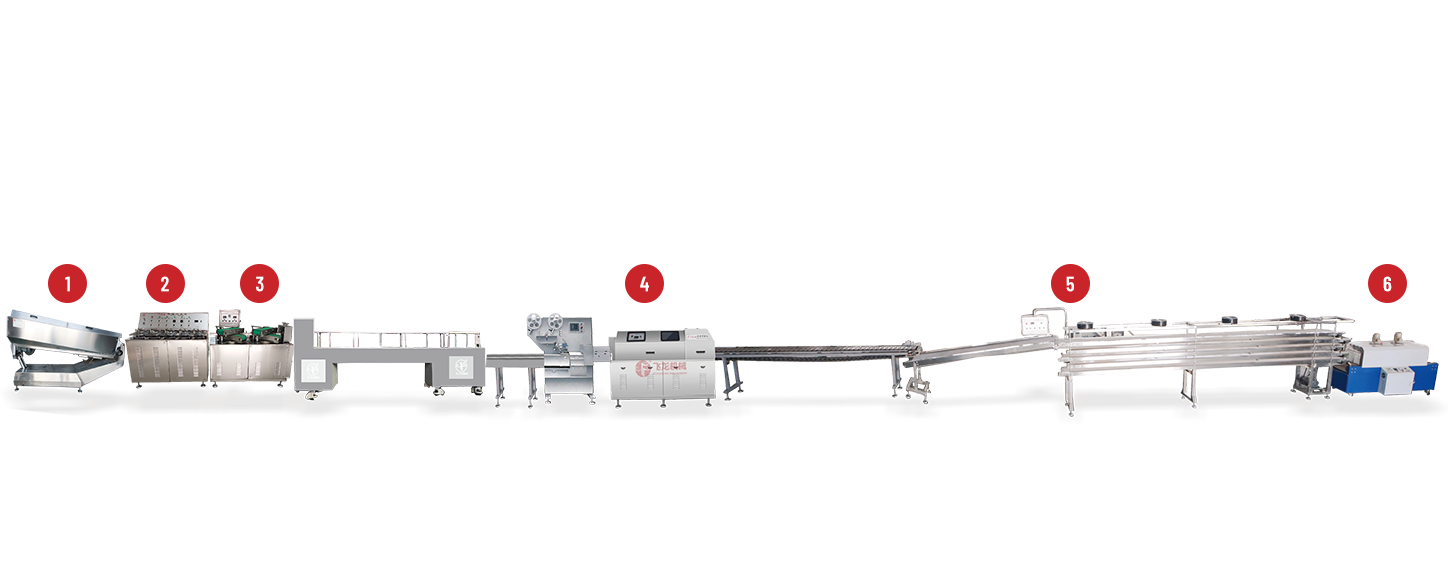




فهم أساسيات تشكيل المصاصة
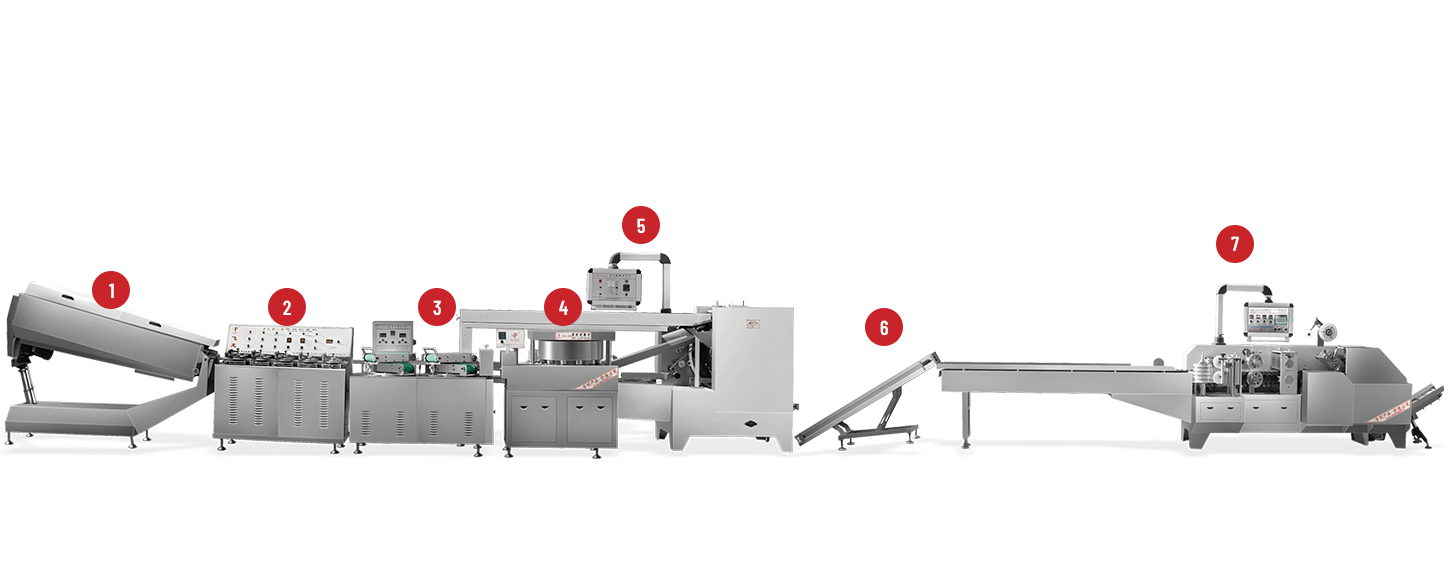
يتضمن إنتاج مصاصات ذات أشكال مختلفة توجيه الحلوى المنصهرة إلى تجاويف مصممة خصيصًا أو استخدام الضغط الميكانيكي لإجبار الحلوى على الشكل. تشمل العوامل الرئيسية ما يلي:
مواد العفن والبناء
المعدن (الألومنيوم والفولاذ المقاوم للصدأ): تبريد سريع، ومتين للغاية، ومناسب للعمليات كبيرة الحجم.
سيليكون صالح للطعام: مرن لسهولة التشكيل، يستخدم بشكل رئيسي في الأجهزة الصغيرة أو الحرفية.
البلاستيك (البولي كربونات): يوفر الشفافية (لمعرفة مستوى التعبئة)، ولكنه أبطأ في التبريد وأقل متانة.
مسودة الزاوية وآلية الإصدار
تتطلب جميع القوالب استدقاقًا طفيفًا (1-3 درجات) على الجدران الرأسية ("مسودة") بحيث يمكن إزالة المصاصة الصلبة دون تمزيق أو التصاق.
غالبًا ما تحتاج الأشكال المعقدة (مثل التماثيل ذات الأجزاء السفلية) إلى قوالب متعددة الأجزاء أو قلوب جانبية تتراجع قبل إخراجها.
التحكم في اللزوجة ودرجة الحرارة
يجب أن يظل السكر المنصهر (حوالي 148 درجة مئوية/300 درجة فهرنهايت) سائلاً لفترة كافية لملء كل زاوية. إذا كان القالب باردًا جدًا، تبدأ الحلوى في التماسك قبل امتلاء التجويف، مما يؤدي إلى ظهور فراغات.
تضيف بعض الوصفات الجلوكوز أو شراب الذرة لتقليل خطر التبلور، مما يضمن ملء القوالب التفصيلية بشكل متسق.
2. طرق التشكيل الأولية
يتم استخدام أربعة أساليب رئيسية في الصناعة. يختلف كل منها في التعقيد ومدة الدورة ومستوى التفاصيل التي يمكن تحقيقها:
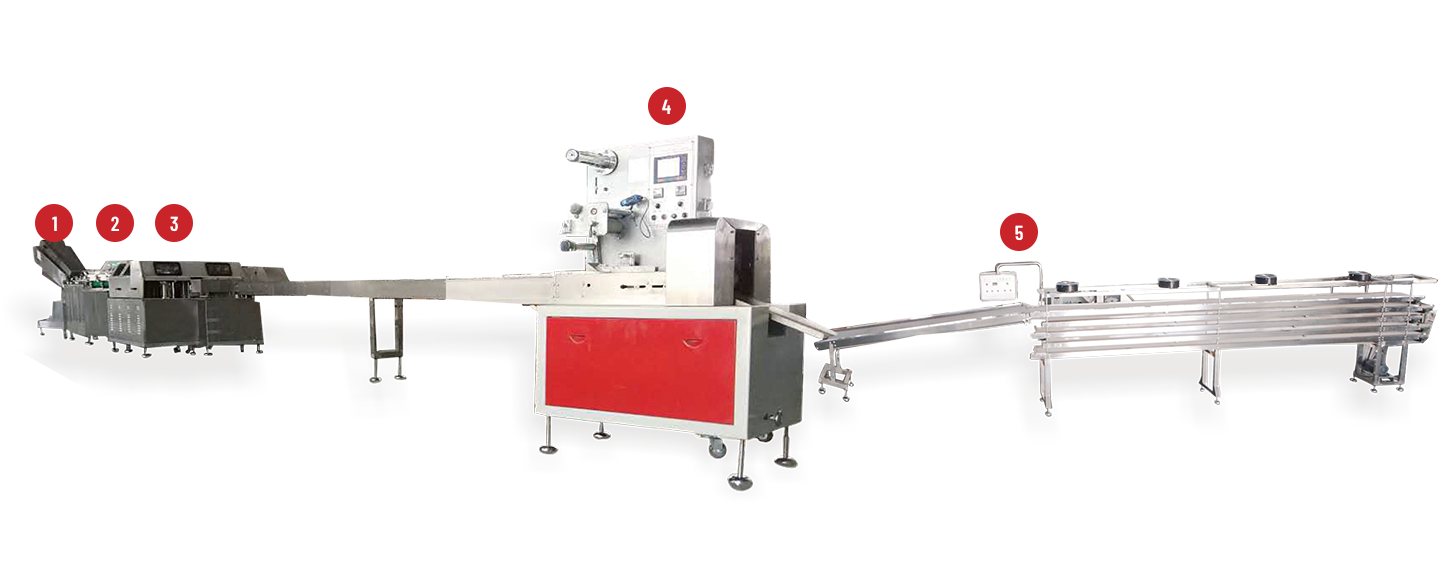
2.1 صب ثابت (ملء الجاذبية).
خطوات العملية:
التسخين والتسييل: يتم طهي السكر (مع اللون والنكهة) إلى درجة حرارة تصل إلى 148 درجة مئوية.
الاستغناء عن القوالب الثابتة: تُسكب الحلوى المنصهرة (عن طريق الجاذبية أو مضخة الضغط المنخفض) في ألواح القوالب الثابتة على ناقل مسطح أو طاولة. يتم وضع العصا مسبقًا في مسافة بادئة صغيرة.
التبريد والتصلب: تمر القوالب أسفل أو من خلال منطقة التبريد (مروحة أو نفق الهواء البارد).
إزالة القالب: بمجرد تصلبها بشكل كافٍ (عادةً 15-30 ثانية)، تفتح اللوحة، ويقوم قاذف بسيط بدفع البوب إلى حزام التجميع.
القدرة على الشكل:
تفصيل إلى حد ما: تعمل القلوب أو النجوم أو الشخصيات البسيطة أو الشعارات المسطحة بشكل جيد.
القيود: التخفيضات (فترات الاستراحة العميقة) صعبة؛ يجب أن تكون التجاويف مدببة.
المزايا والقيود:
| وجه | تفاصيل |
|---|---|
| سهولة الإعداد | (أطباق بسيطة، قم بتبديل القوالب في أقل من دقيقتين) |
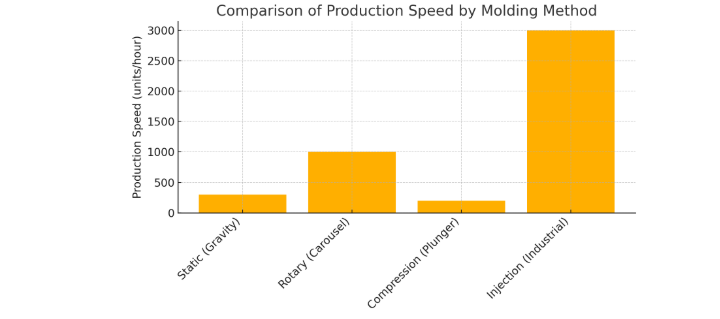
| سرعة الإنتاج | ~ 300 وحدة / ساعة لكل محطة (تختلف باختلاف عدد القوالب وكفاءة التبريد) |
| مستوى التفاصيل | (بدون تخفيضات؛ النقوش والأشكال الأساسية فقط) |
| حجم التشغيل المثالي | ما يصل إلى ~ 10000 / أسبوع |
| صيانة | منخفض (الحد الأدنى من الأجزاء المتحركة، والتنظيف العرضي لبقايا السكر) |
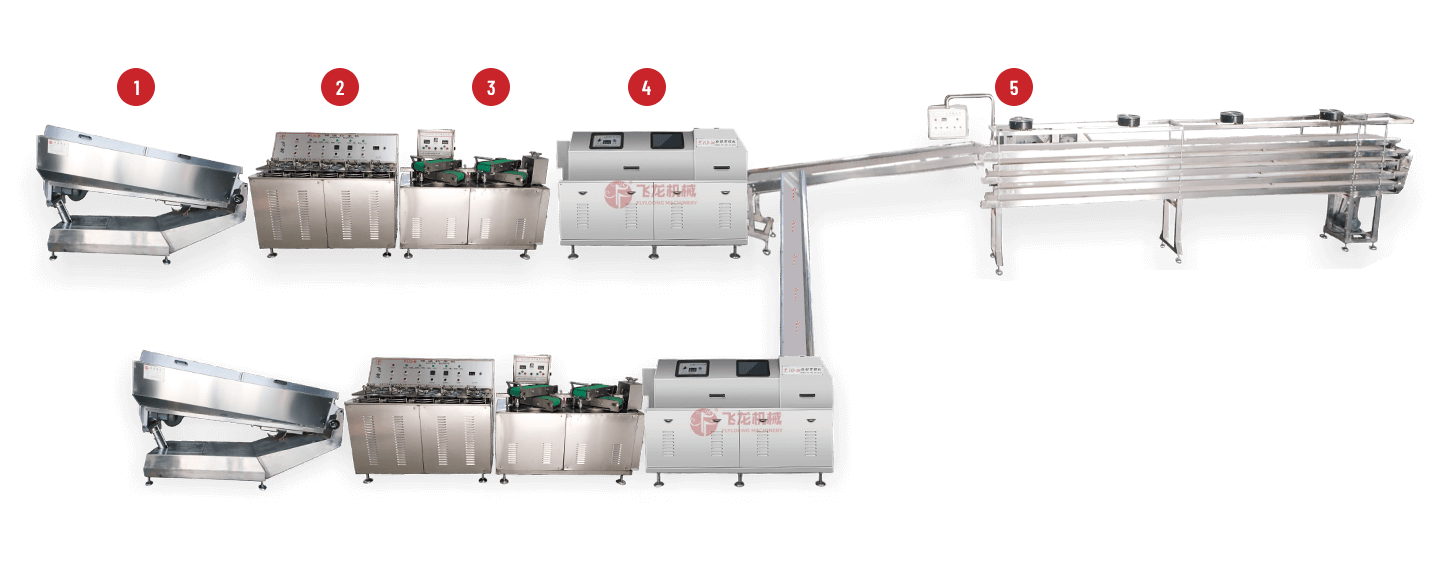
صب الروتاري (دائري).
خطوات العملية:
إعداد الكاروسيل: يتم تركيب جيوب القالب المتعددة على لوحة دوارة.
التوزيع: في محطة التعبئة المخصصة، تقوم فوهة دقيقة بحقن الحلوى المنصهرة في كل جيب. دبوس (أو مشبك) يحمل العصا يبقي العصا في المنتصف.
التبريد الفوري: بعد التعبئة، تدور الجيوب تحت الألواح المبردة أو فوهات نفخ الهواء لبدء عملية التصلب السريع.
القذف: بعد حوالي 30-60 ثانية، يصطف الجيب مع آلية القاذف. يقوم دبوس بدفع المصاصة النهائية إلى الخارج، والتي تقع على ناقل صغير أو ذراع كنس.
القدرة على الشكل:
تفصيلية للغاية: نقوش معقدة، وأجزاء سفلية، وأشكال متعددة الأجزاء (مثل الوجوه الكرتونية والشعارات).
متعدد الألوان/الطبقة: يمكن استخدام فوهات متسلسلة للطبقات (على سبيل المثال، حقن قاعدة حمراء، ثم قمة بيضاء).
المزايا والقيود:
| وجه | تفاصيل |
|---|---|
| سهولة الإعداد | (تستغرق محاذاة اللوحة وتعديلات التوقيت من 5 إلى 10 دقائق تقريبًا) |
| سرعة الإنتاج | ~ 1000 وحدة / ساعة (حسب عدد التجاويف وطول الدورة) |
| مستوى التفاصيل | (يدعم القطع السفلية والنوى الجانبية والحشوات متعددة الطبقات) |
| حجم التشغيل المثالي | ~10000-50000/أسبوع |
| صيانة | معتدل (تحتاج الكاميرات والفوهات الدقيقة إلى معايرة/تنظيف دوري) |
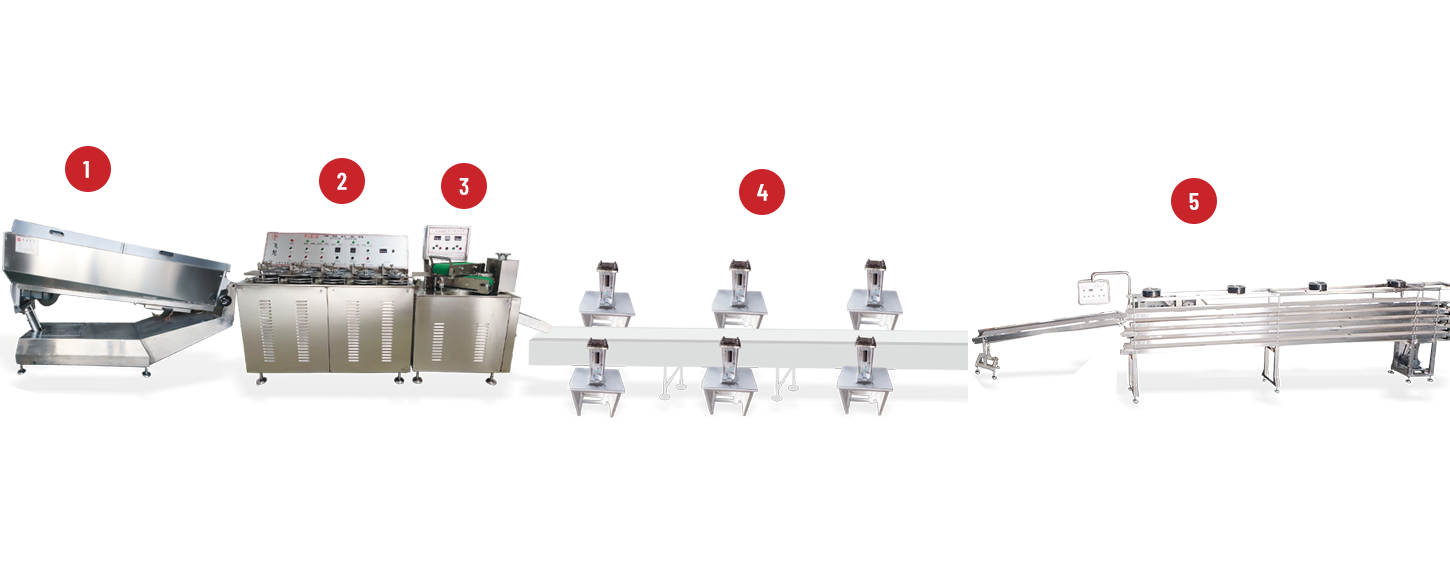
صب الضغط (المكبس).
خطوات العملية:
صب أو وضع الحلوى قبل البزاقة: يتم إسقاط "سبيكة" مقاسة من السكر الدافئ (أقل بقليل من 148 درجة مئوية) في تجويف القالب السفلي.
الضغط: ينزل المكبس العلوي المطابق، مما يجبر الحلوى على ملء التجويف بأكمله. يتم عصر الحلوى الزائدة على طول الحواف.
التبريد: تظل الحلوى المضغوطة على اتصال بأسطح القالب المبردة لمدة تتراوح ما بين 10 إلى 20 ثانية.
الإخراج: تقوم دبابيس القاذف الموجودة في اللوحة السفلية بدفع المنبثق على حزام التفريغ.
القدرة على الشكل:
الأفضل للأشكال المسطحة أو الرفيعة: الشعارات والميداليات والنقوش الرفيعة (مثل شارات الشركات أو التصميمات السطحية).
عمق ثلاثي الأبعاد محدود: يصعب تكرار الأشكال العميقة أو المستديرة باستخدام مكبس بسيط.
المزايا والقيود:
| وجه | تفاصيل |
|---|---|
| سهولة الإعداد | (تتطلب محاذاة المكبس الدقة؛ وتتناسب تأثيرات تآكل التجويف) |
| سرعة الإنتاج | ~ 200 وحدة / ساعة (تتضمن الدورة التبريد بالضغط) |
| مستوى التفاصيل | (ممتاز للإغاثة الواضحة والضحلة ولكن ليس التخفيضات العميقة) |
| حجم التشغيل المثالي | ما يصل إلى ~ 10000 / أسبوع |
| صيانة | معتدل (أختام الغطاس وأسطح القالب تحتاج إلى فحص دوري) |
قولبة بالحقن (عالية السعة/صناعية)
خطوات العملية:
التغذية الساخنة والمشعبة: يتم وضع الحلوى المنصهرة في مشعب ساخن (لمنع التبلور المبكر).
الحقن عالي الضغط: تقوم المحركات الهيدروليكية أو على شكل الكبش بدفع الحلوى من خلال فوهات "العداء الساخن" إلى كل تجويف في وقت واحد.
التبريد السريع: تجاويف القالب محاطة بقنوات التبريد (الماء أو الجليكول) لتصلب الحلوى بسرعة.
الإخراج والتشذيب: بعد وقت التعبئة والسكون الدقيق (حوالي 5-15 ثانية)، تقوم لوحات القاذف الهيدروليكية بدفع العناصر المنبثقة للخارج؛ مكشطة أو حزام آلي يزيل أي فلاش.
القدرة على الشكل:
مفصلة للغاية: يمكن التعامل مع القطع السفلية، وإجراءات القالب متعددة الشرائح، والنوى الجانبية.
خيارات متعددة الألوان/الطبقات: يمكن حقن تيارات السكر المختلفة بالتتابع أو الحقن المشترك.
المزايا والقيود:
| وجه | تفاصيل |
|---|---|
| سهولة الإعداد | (محاذاة المتشعبة المعقدة وضبط المعلمات؛ تتطلب تغييرات القالب ساعات) |
| سرعة الإنتاج | ~ 3000 وحدة / ساعة (يختلف باختلاف عدد التجاويف؛ يمكن للقوالب الصناعية متعددة التجاويف الدفع إلى أعلى) |
| مستوى التفاصيل | (دقة من الدرجة الأولى؛ مثالية للعلامات التجارية والرسومات متعددة الطبقات) |
| حجم التشغيل المثالي | > 50000/أسبوع |
| صيانة | عالية (الأنظمة الهيدروليكية، والمجاري الساخنة، والصمامات الدقيقة تحتاج إلى صيانة مستمرة) |
ترقبوا مقالتنا القادمة.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 الصفحة الرئيسية
الصفحة الرئيسية