
 عربى
عربى
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى




مرحبًا بكم في مواصلة القراءة كيف تصنع آلات المصاصات أشكالًا مختلفة من المصاصات
جدول ملخص مقارن
يوجد أدناه عرض موحد يقارن بين الطرق الأربع عبر الجوانب الرئيسية:
| طريقة | مستوى التفاصيل | سرعة الإنتاج (وحدات/ساعة) | سرعة التحول | حجم التشغيل المثالي | مادة القالب النموذجية |
|---|---|---|---|---|---|
| ثابت (الجاذبية) | معتدل | ≈ 300 | (<2 دقيقة/طبق) | صغير ← متوسط (< 10000/أسبوع) | الألومنيوم، السيليكون |
| الروتاري (دائري) | عالية جدًا | ≈ 1000 | (5-10 دقائق) | متوسطة ← كبيرة (10000–50000/أسبوع) | الألومنيوم المؤكسد الصلب |
| ضغط (المكبس) | معتدل | ≈ 200 | (حساس للمحاذاة) | صغير ← متوسط (< 10000/أسبوع) | الفولاذ المقسى، الألومنيوم |
| حقن (صناعي) | عالية للغاية | ≈ 3000 | (ساعات) | كبير جدًا (> 50000/أسبوع) | أداة الصلب (H13)، الصلب P20 |
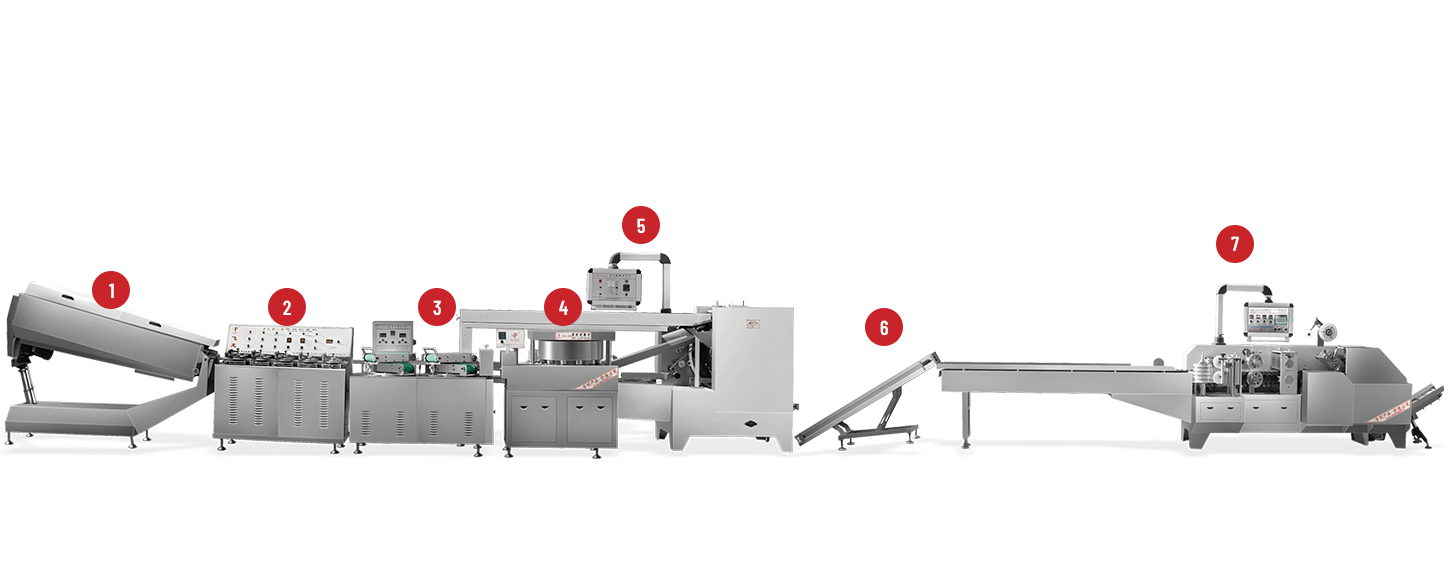
تصميم شكل جديد: سير العمل خطوة بخطوة
بغض النظر عن الطريقة، فإن إنشاء شكل مصاصة جديد يتبع هذا التقدم العام:
المفهوم والرسم
قم بالعصف الذهني للشكل والحجم وأي عناصر للعلامة التجارية المطلوبة.
ضع في اعتبارك القيود المادية (قد تنكسر المقاطع الرقيقة، وتتسبب التجاويف العميقة في حدوث جيوب هوائية).
النمذجة ثلاثية الأبعاد (CAD)
أنشئ نموذجًا رقميًا (SolidWorks أو Fusion 360 أو AutoCAD).
أضف زاوية مسودة (1-3 درجات) وحدد المكان الذي سيتم إدخال العصا فيه (عادةً ما يكون رئيسًا مركزيًا).
قالب النموذج الأولي
لإثبات سريع للمفهوم، استخدم قالبًا مطبوعًا ثلاثي الأبعاد (راتنج آمن للطعام) أو السيليكون.
تحقق من سلوك التعبئة المناسب (عدم وجود هواء محصور، وسمك جدار ثابت).
تصنيع القالب النهائي
الطحن باستخدام الحاسب الآلي (الألومنيوم / الفولاذ) : شائع للألواح الثابتة أو الدوارة.
EDM (تصنيع التفريغ الكهربائي) : مطلوب للحصول على دقة متناهية - شعارات صغيرة أو نقش بارز.
بناء القالب متعدد الأجزاء: شرائح جانبية أو إدراجات أو نوى قابلة للطي للقطع السفلية.
تكامل الآلة وضبط المعلمات
قم بتركيب القالب على أسطوانة الماكينة أو الرف الدائري أو محطة الضغط.
يُعدِّل:
درجة حرارة السكر (درجة مئوية/درجة فهرنهايت)
ضغط/سرعة التعبئة (للحقن أو الفوهات الدوارة)
وقت التبريد/التدفق
توقيت القاذف
تشغيل الاختبار
قم بإنتاج دفعة صغيرة (العشرات) للتحقق من دقة الشكل وسمك الجدار ومحاذاة العصا.
فحص العيوب:
فقاعات الهواء حول التفاصيل الدقيقة
فلاش أو نتوءات على طول الحواف
عمق العصا غير متناسق (يجب أن يكون مركزًا وآمنًا)
الموافقة على المادة الأولى
قياس الأبعاد الحرجة مع الفرجار (± 0.5 مم التسامح النموذجي).
قم بإجراء اختبار سحب على العصا (تأكد من عدم خروجها تحت قوة معتدلة).
إجراء تقييم الجودة (المظهر، واتساق الألوان).
الإنتاج على نطاق واسع
معدل رفض الشاشة (المثالي: <1%).
حدد موعدًا لتنظيف القالب بشكل منتظم (كل 2-4 ساعات في عمليات التشغيل بكميات كبيرة).
خطط لتجديد القالب كل 50000-100000 دورة (إعادة تلميع أو إعادة تشكيل الأسطح في حالة ظهور التآكل).
أمثلة على الأشكال النموذجية والطرق الموصى بها
| شكل | طريقة | المنطق / ملاحظات |
|---|---|---|
| جولة / قرص كلاسيكي | ثابت أو دوار | تجويف نصف كروي بسيط أو قرص ضحل. ثابت هو الأسهل. يساعد الدوار إذا كان الحجم > 5000/أسبوع. |
| القلب، النجمة، الزهرة | ثابت أو دوار | معتدل detail (draft angles sufficient). Rotary achieves faster cycles once demand is high. |
| شعار الشركة (نقش مسطح) | الضغط أو الحقن | يعطي الضغط راحة واضحة وضحلة بكميات منخفضة؛ الحقنة اللازمة للآلاف ذات الألوان المتعددة. |
| شخصية/شخصية كرتونية | الروتاري أو الحقن | تتطلب ميزات القطع السفلية نوى جانبية - دوارة مع إدخالات منزلقة أو قوالب حقن متعددة الشرائح. |
| تمثال ثلاثي الأبعاد للحيوانات/البلاستيك | حقن | شكل ثلاثي الأبعاد معقد مع فتحات عميقة وتفاصيل جانبية؛ النوى المنزلقة لقالب الحقن أو النواة القابلة للطي. |
المقارنة المرئية: مخطط سرعة الإنتاج
أعلاه، شاهدت مخططًا شريطيًا يقارن سرعات الإنتاج التقريبية للطرق الأربع:
ثابت (تعبئة الجاذبية): ~ 300 وحدة/ساعة
الروتاري (الدائري): ~ 1000 وحدة / ساعة
الضغط (المكبس): ~ 200 وحدة/ساعة
الحقن (الصناعي): ~ 3000 وحدة/ساعة
يساعد هذا في توضيح سبب تفضيل أنظمة التدوير أو الحقن، بالنسبة لعمليات التشغيل الكبيرة جدًا أو التصميمات التفصيلية للغاية، في حين تختار الشركات الصغيرة أو الحرفيون الموسميون غالبًا إعدادات ثابتة أو مضغوطة.
الوجبات السريعة الرئيسية
اختر الطريقة حسب الحجم والتفاصيل:
أوامر صغيرة وبسيطة ← قولبة ثابتة (أقل تكلفة، تغيير سريع).
أحجام متوسطة بتفاصيل معتدلة ← قولبة دوارة (توازن جيد بين السرعة والتفاصيل).
الشعارات المسطحة أو الملوثات العضوية الثابتة ذات الطبقات الرفيعة → صب الضغط (سمك دقيق، نقش واضح).
مسارات كبيرة جدًا أو أشكال معقدة للغاية/ملونة ← القولبة بالحقن (أعلى إنتاجية، وقدرات متعددة الطبقات).
تعتبر زوايا السحب والإخراج أمرًا بالغ الأهمية:
قم دائمًا بتصميم القوالب بشكل مستدق قليلاً حتى يتم إطلاق الحلوى بشكل نظيف.
قم بدمج دبابيس القاذف الموثوقة، أو العصي المحملة بنابض، أو الشرائح الجانبية للمناطق السفلية.
مسائل اختيار المواد:
قوالب الألومنيوم/الصلب ← تبريد أسرع، عمر أطول، مثالية للكميات الكبيرة.
قوالب السيليكون أو القوالب المطبوعة ثلاثية الأبعاد ← جيدة للنماذج الأولية السريعة أو عمليات التشغيل المحدودة للغاية ولكن إنتاجية أبطأ.
الصيانة والفحص بانتظام:
قم بتنظيف بقايا السكر كل بضع ساعات لمنع تراكمها ("حرق الظهر").
افحص القوالب بحثًا عن التآكل (الصدأ والخدوش) بعد عشرات الآلاف من الدورات، وأعد تصنيعها أو استبدالها حسب الحاجة.
تكلفة التوازن مقابل المرونة:
تكلف المكابس الثابتة والمضغوطة أقل ولكنها ذات إنتاجية وتفاصيل أقل.
تتطلب القوالب الدوارة وقوالب الحقن رأس مال أعلى ولكنها تؤتي ثمارها عندما يزيد الحجم أو تعقيد العلامة التجارية.
مع وضع هذه المبادئ ومقارنات الطرق في الاعتبار، يمكن للمصنعين - سواء كانوا صانعي حلوى بكميات صغيرة أو مصانع حلويات كبيرة - أن يقرروا أفضل السبل لإنتاج مصاصات جذابة ومثالية الشكل لأي مناسبة.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 الصفحة الرئيسية
الصفحة الرئيسية